7. Photoelectric Sensors: Through-Beam, Retroreflective, and Diffuse (7 0f 15)
Introduction
Photoelectric sensors are one of the most common sensors used in industrial automation. They are used to detect objects without physical contact by using light.
In PLC systems, photoelectric sensors are commonly used for:
Box detection
Bottle detection
Product counting
Label detection
Conveyor tracking
Jam detection
Part presence
Product positioning
Reject systems
Door or access detectionA photoelectric sensor does not need to touch the target. Instead, it uses a light source and a receiver to determine whether an object is present.
For a PLC technician, understanding photoelectric sensing modes is very important because the same sensor family can behave very differently depending on the application.
The three basic photoelectric sensing modes are:
Through-beam
Retroreflective
DiffuseThe Rockwell Automation sensor reference manual explains that selecting the correct photoelectric sensing mode is a major part of the application, and that each mode has specific strengths and weaknesses. The best mode is the one that provides the most reliable difference between target present and target absent while maintaining enough sensing margin to overcome contamination and environmental factors.
In simple words:
The right photoelectric sensor mode depends on the target, distance, environment, mounting access, and reliability required.What Is a Photoelectric Sensor?
A photoelectric sensor detects objects using light.
The basic idea is:
Sensor emits light
Light travels through the sensing area
Target changes the light condition
Sensor output changes state
PLC input turns ON or OFFA photoelectric sensor can detect many types of targets, including:
Cardboard boxes
Bottles
Plastic containers
Metal parts
Labels
Bags
Pallets
Packages
Product flowUnlike an inductive proximity sensor, a photoelectric sensor is not limited to metal targets.
This makes photoelectric sensors very useful on conveyors and packaging lines.
Why Photoelectric Sensors Matter in PLC Systems
The PLC depends on the photoelectric sensor to provide real feedback from the machine.
Example:
A box arrives at the filling station.
The photoeye detects the box.
The PLC input turns ON.
The PLC allows the fill cycle.PLC tag example:
DI_Box_Present_PEThe PLC can use this signal for:
Permissive logic
Interlock logic
Counting
Timing
Jam detection
Reject control
HMI status
Fault or alarm logicExample ladder concept:
DI_Box_Present_PE
AND Fill_Station_Ready
AND No_Faults
= Fill_Cycle_EnableIn this case, the photoelectric sensor proves that the box is present before the machine fills.
The Three Main Photoelectric Sensing Modes
Photoelectric sensors are commonly applied in three main modes:
1. Through-beam
2. Retroreflective
3. DiffuseEach one detects the target differently.
The correct choice depends on:
Can you access both sides of the target?
How far is the target?
Is the target shiny?
Is the target transparent?
Is the environment dirty or wet?
Is the target color consistent?
Is the target position repeatable?
How reliable does the detection need to be?1. Through-Beam Photoelectric Sensors
How Through-Beam Works
A through-beam sensor uses two separate devices:
Emitter
ReceiverThe emitter sends a beam of light directly to the receiver.
The target is detected when it blocks the beam.
Basic concept:
Emitter → Light Beam → ReceiverTarget present:
Target blocks the beam
Receiver no longer sees the light
Sensor output changes state
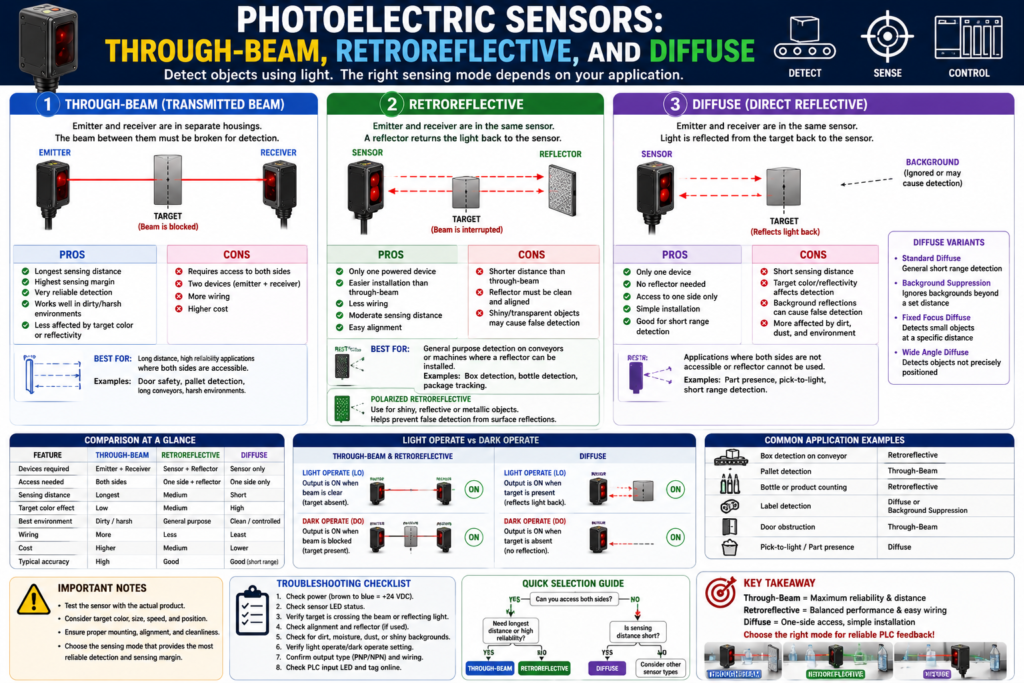
PLC input changesThe Rockwell manual describes transmitted beam, or through-beam sensing, as a mode where the light source and receiver are in separate housings and are positioned opposite each other. The beam between the source and receiver must be broken for object detection.
Through-Beam Example: Box Detection
Application:
Detect boxes moving on a conveyor.Setup:
Emitter mounted on one side of the conveyor.
Receiver mounted on the opposite side.
Box passes between them.
Box blocks the beam.
PLC input changes state.PLC tag:
DI_Box_Present_PEPLC use:
Stop conveyor
Start fill cycle
Count product
Detect jam
Trigger rejectAdvantages of Through-Beam Sensors
Through-beam is usually the most reliable photoelectric mode when correctly installed.
Advantages:
Longest sensing distance
High sensing margin
Good for dirty or contaminated environments
Reliable for many target types
Excellent for object presence detection
Less affected by target color or reflectivity
Good for high-reliability detectionThe Rockwell manual lists transmitted beam advantages such as high margin for contaminated environments, longest sensing distance, and strong reliability with highly reflective objects.
Disadvantages of Through-Beam Sensors
Through-beam is powerful, but it requires more installation work.
Disadvantages:
Requires access to both sides of the target
Requires two devices: emitter and receiver
More wiring
Alignment is important
Can be more expensive
Clear objects may be difficult depending on applicationImportant field note:
If you cannot mount hardware on both sides of the conveyor, through-beam may not be practical.2. Retroreflective Photoelectric Sensors
How Retroreflective Works
A retroreflective sensor has the emitter and receiver in the same housing.
A reflector is mounted across from the sensor.
The light travels from the sensor to the reflector and back to the sensor.
Basic concept:
Sensor → Reflector → SensorTarget present:
Target blocks the light path between sensor and reflector.
Sensor output changes state.
PLC input changes.This mode requires only one wired sensor, plus a passive reflector.
Retroreflective Example: Conveyor Product Detection
Application:
Detect a box moving through a conveyor lane.Setup:
Photoeye mounted on one side.
Reflector mounted on the opposite side.
Box passes between sensor and reflector.
Beam is blocked.
PLC detects box present.PLC tag:
DI_Box_Detected_PEPLC use:
Box tracking
Counting
Indexing
Fill permissive
Jam detectionAdvantages of Retroreflective Sensors
Retroreflective sensors are very common because they are easier to install than through-beam systems.
Advantages:
Only one powered device
Less wiring than through-beam
Easy alignment
Moderate sensing distance
Good for general-purpose detection
Common on conveyors
Lower cost than through-beam in many applicationsThe Rockwell manual explains that retroreflective sensing has moderate sensing distances, simpler wiring than transmitted beam, and easy alignment.
Disadvantages of Retroreflective Sensors
Retroreflective sensors are not perfect.
Disadvantages:
Shorter distance than through-beam
Less sensing margin than through-beam
Reflector must stay clean and aligned
Shiny objects can cause false reflections
Transparent objects may be difficult
Dust or moisture can reduce performanceImportant field note:
If the target is shiny, reflective, or wrapped in glossy material, standard retroreflective sensors may be fooled by reflections.In those cases, a polarized retroreflective sensor may be better.
Polarized Retroreflective Sensors
A polarized retroreflective sensor is a special version of retroreflective sensing designed to help detect shiny objects more reliably.
It uses polarization to distinguish light returning from the reflector versus light reflecting directly from a shiny target.
Use polarized retroreflective when detecting:
Shiny boxes
Glossy packaging
Reflective labels
Metallic film
Wrapped products
Objects with reflective surfacesThe Rockwell manual notes that standard retroreflective sensors may detect reflections from shiny objects and recommends polarized retroreflective sensing for shiny object applications.
Practical rule:
For normal cardboard boxes, standard retroreflective may work well.
For shiny or reflective targets, consider polarized retroreflective.3. Diffuse Photoelectric Sensors
How Diffuse Works
A diffuse photoelectric sensor has the emitter and receiver in the same housing, but it does not use a reflector.
Instead, the sensor emits light toward the target.
The target reflects some of that light back to the receiver.
Basic concept:
Sensor → Target → Reflected light back to sensorTarget present:
Target reflects light back to the sensor.
Sensor output changes state.
PLC input changes.The Rockwell manual explains that diffuse sensing is used when access to both sides of an object is difficult or impossible. In diffuse sensing, light is reflected directly from the object surface back to the receiver.
Diffuse Example: Detecting a Box from One Side
Application:
Detect a box where only one side of the conveyor is accessible.Setup:
Sensor mounted on one side only.
No reflector.
Box passes in front of sensor.
Box reflects light back to sensor.
PLC input turns ON.PLC tag:
DI_Box_Present_Diffuse_PEPLC use:
Product presence
Conveyor tracking
Station ready logic
Counting
Alarm logicAdvantages of Diffuse Sensors
Diffuse sensors are very convenient when you cannot install a reflector or receiver.
Advantages:
Only one device
No reflector needed
Access to both sides not required
Simple mechanical installation
Good for short-range detection
Useful where space is limitedThe Rockwell manual lists diffuse advantages such as not requiring access to both sides of the target, not needing a reflector, and ease of alignment.
Disadvantages of Diffuse Sensors
Diffuse sensors depend heavily on the target surface.
Disadvantages:
Target color affects detection
Target reflectivity affects detection
Dark objects may be difficult
Shiny surfaces may reflect light away
Background reflections can cause false detection
Shorter sensing distance
Requires careful adjustmentThe Rockwell manual explains that object and background reflectivity are major challenges in diffuse sensing. Shiny surfaces may reflect light away from the receiver, while very dark matte objects may absorb most of the light and become difficult to detect unless the sensor is close.
Important field note:
Diffuse sensors are convenient, but they require careful testing with the real product.Diffuse Variations
Diffuse photoelectric sensors can come in different styles.
Common types include:
Standard diffuse
Sharp cutoff diffuse
Background suppression diffuse
Fixed focus diffuse
Wide angle diffuseStandard Diffuse
Standard diffuse is used for general short-range detection.
Best for:
Simple object detection
Short distance sensing
Applications where target reflectivity is consistentCaution:
Background reflections can cause false detection.Background Suppression Diffuse
Background suppression diffuse sensors are designed to detect objects within a specific range while ignoring backgrounds beyond that range.
Best for:
Detecting objects when background is close
Ignoring machine frame or conveyor rail behind target
Applications where target color may varyThe Rockwell manual states that background suppression diffuse sensors are useful where backgrounds close to the object must be ignored, and that they ignore backgrounds beyond the rated sensing distance regardless of reflectivity.
Fixed Focus Diffuse
Fixed focus sensors detect objects at a specific distance.
Best for:
Small objects
Precise location detection
Color marks
Registration marksCaution:
The object must be accurately positioned.
Not ideal for general-purpose sensing.Light Operate vs Dark Operate
Photoelectric sensors often have two output logic options:
Light operate
Dark operateThis can confuse technicians if it is not understood.
Light Operate
In light operate, the output turns ON when the receiver sees enough light.
For through-beam and retroreflective:
Light operate output is ON when the target is absent and the beam is clear.For diffuse:
Light operate output is ON when the target is present and reflecting light back.Dark Operate
In dark operate, the output turns ON when the receiver does not see the light.
For through-beam and retroreflective:
Dark operate output is ON when the target is present and blocking the beam.For diffuse:
Dark operate output is ON when the target is absent.The Rockwell manual explains these light operate and dark operate behaviors and notes that the output logic depends on whether the sensor is through-beam/retroreflective or diffuse.
Important field note:
A photoeye may be wired correctly, but the output mode may be opposite of what the PLC logic expects.Through-Beam vs Retroreflective vs Diffuse
| Feature | Through-Beam | Retroreflective | Diffuse |
|---|---|---|---|
| Devices required | Emitter + receiver | Sensor + reflector | Sensor only |
| Access needed | Both sides | Both sides for reflector | One side |
| Sensing distance | Longest | Medium | Shorter |
| Alignment | Important | Easier | Usually easiest mechanically |
| Reflector needed | No | Yes | No |
| Target color effect | Low | Medium | High |
| Shiny target issue | Usually better | Use polarized type | Can be difficult |
| Dirty environment | Best margin | Moderate | More sensitive |
| Common use | Reliable detection | Conveyor detection | One-side detection |
Choosing the Correct Photoelectric Mode
Use this practical guide:
Choose Through-Beam When:
You need maximum reliability.
The sensing distance is long.
The environment is dirty or dusty.
You can access both sides of the target.
The target color or reflectivity varies.
You need strong sensing margin.Example:
Counting boxes on a conveyor in a dusty area.Choose Retroreflective When:
You can mount a reflector opposite the sensor.
You want simpler wiring than through-beam.
The distance is moderate.
The target is not too transparent.
The target is not extremely shiny, or you can use polarized retroreflective.Example:
Detecting boxes on a packaging conveyor.Choose Diffuse When:
You only have access to one side of the target.
You cannot install a reflector.
The sensing distance is short.
The target reflects enough light.
The background will not cause false detection.Example:
Detecting a product in a tight machine area where only one side is accessible.Practical PLC Examples
Example 1: Box Present Sensor
Application:
Detect box at filling station.Possible sensor:
Retroreflective photoelectric sensorPLC tag:
DI_Box_Present_PELogic use:
Box present permissive
Fill enable
Conveyor stop
Jam detectionLogic concept:
DI_Box_Present_PE
AND Station_Ready
AND No_Faults
= Fill_EnableExample 2: Label Detection
Application:
Detect if a label is present on a box or bottle.Possible sensor:
Diffuse photoelectric sensor
Contrast sensor
Vision sensor depending on accuracy requiredPLC tag:
DI_Label_Detected_PELogic use:
Quality check
Reject logic
Alarm if missing labelLogic concept:
Product_At_Inspection
AND NOT DI_Label_Detected_PE
= Reject_ProductExample 3: Door Photo Eye
Application:
Detect obstruction while industrial door is closing.Possible sensor:
Through-beam photoelectric sensorPLC tag:
DI_Door_PE_ClearLogic use:
Close permissive
Close interlock
Obstruction detection
Door safety-related feedback depending on system designLogic concept:
Door_Closing
AND NOT DI_Door_PE_Clear
= Stop_Close_CommandImportant safety note:
If the photoeye is used for personnel protection, use safety-rated devices and a proper safety circuit. Do not rely only on standard PLC logic for personnel safety.Troubleshooting Photoelectric Sensors
When a photoelectric sensor does not work correctly, troubleshoot from the field device back to the PLC.
Basic Checklist
1. Is the sensor powered?
2. Is the sensor LED changing?
3. Is the target actually crossing the beam?
4. Is the sensor aligned?
5. Is the lens dirty?
6. Is the reflector dirty or damaged?
7. Is the target shiny, dark, clear, or reflective?
8. Is the background causing false detection?
9. Is the sensor in light operate or dark operate?
10. Is the output PNP, NPN, relay, or analog?
11. Does the PLC input LED change?
12. Does the PLC tag change online?
13. Is the logic using XIC or XIO correctly?Common Symptoms and Causes
| Symptom | Possible Cause |
|---|---|
| Sensor LED changes but PLC input does not | Wiring issue, PNP/NPN mismatch, wrong common |
| Sensor does not detect target | Alignment, range, target color, dirty lens |
| Sensor detects with no product present | Background reflection, shiny surface, sensitivity too high |
| Sensor works sometimes | Vibration, dirty reflector, weak margin, unstable target |
| Sensor misses fast products | Response time too slow, pulse too short, PLC input filter |
| Sensor output works opposite | Light operate/dark operate setting mismatch |
| Retroreflective sensor sees shiny object incorrectly | Use polarized retroreflective |
| Diffuse sensor misses dark product | Move closer, adjust sensitivity, choose better sensing mode |
Good PLC Tag Names
Use tag names that describe the condition being proven.
Good examples:
DI_Box_Present_PE
DI_Product_At_Stop_PE
DI_Label_Detected_PE
DI_Door_PE_Clear
DI_Bottle_Detected_PE
DI_Reject_Confirm_PE
DI_Jam_Detected_PEAvoid unclear names:
Photoeye1
Sensor3
Input_12
PE_AA good tag name helps the technician understand what the signal means in the machine.
Recommended Documentation Format
Example:
Tag Name:
DI_Box_Present_PE
Sensor Type:
Photoelectric sensor
Sensing Mode:
Retroreflective
Signal Type:
24 VDC discrete input
Output Type:
PNP sourcing
Normal State:
ON when box is present
PLC Use:
Permissive for fill cycle, conveyor stop, jam detection
Troubleshooting:
Check sensor power, reflector alignment, lens cleanliness, output mode, PLC input LED, and tag online.Another example:
Tag Name:
DI_Door_PE_Clear
Sensor Type:
Photoelectric through-beam
Sensing Mode:
Through-beam
Normal State:
ON when beam is clear
PLC Use:
Close permissive and close interlock
Failure Effect:
Door close command is disabled or interrupted.Technician Mindset
When looking at a photoelectric sensor, do not only ask:
Is the sensor ON?Ask:
What sensing mode is being used?
What condition does this sensor prove?
Does the target block light or reflect light?
Is the output light operate or dark operate?
Is the PLC expecting ON when target is present or ON when beam is clear?
Is the sensing margin strong enough?
Is the real product shiny, clear, dark, dusty, wet, or inconsistent?This mindset helps separate sensor application problems from PLC logic problems.
Final Thoughts
Photoelectric sensors are powerful tools in industrial automation because they can detect many types of objects without physical contact.
The three main sensing modes are:
Through-beam
Retroreflective
DiffuseA through-beam sensor is usually the most reliable and provides the longest sensing distance, but it requires an emitter and receiver on opposite sides.
A retroreflective sensor is easier to wire and align because it uses one powered sensor and a reflector, but shiny or transparent objects may require special consideration.
A diffuse sensor is convenient because it only needs one device and no reflector, but it depends heavily on target color, surface reflectivity, background conditions, and sensing distance.
The key takeaway is:
Do not choose a photoelectric sensor only because it detects light.
Choose the sensing mode that best fits the target, environment, distance, and PLC feedback requirement.Good sensor selection creates reliable PLC feedback.
Reliable feedback creates reliable machine control.