Motor Running vs Motor Feedback in PLC Ladder Logic
Never Trust the Command: Motor Running vs Feedback in PLC Ladder Logic
Introduction
In industrial automation, one of the most misunderstood concepts in motor control is the difference between a Motor Running command and Motor Feedback.
At first glance, both may appear to represent the same condition — that a motor is running. However, in real-world control systems, these signals serve completely different purposes, and confusing them can lead to unsafe or unreliable designs.
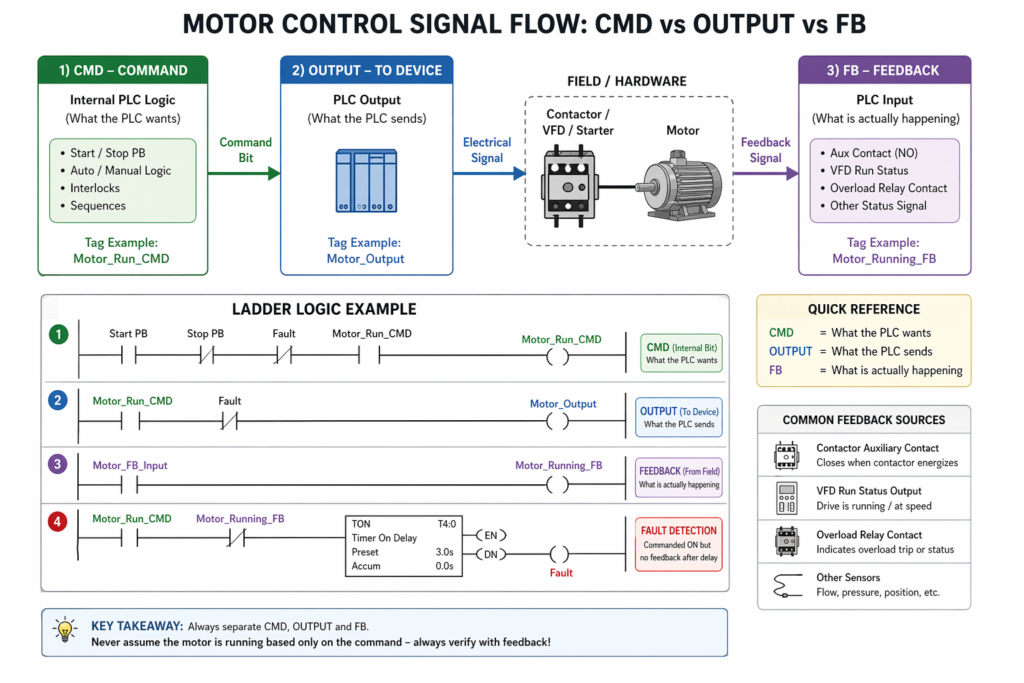
What is Motor Running (Command)?
The Motor Running bit (often named Motor_Run_CMD) is an internal PLC signal that represents the controller’s intention to run the motor.
It is generated by the control logic, typically from:
- Start/Stop push buttons
- Auto/Manual sequences
- Interlocks and permissives
👉 In simple terms:
Motor Running = What the PLC wants
What is Motor Feedback?
Motor Feedback (often named Motor_Running_FB) is a real-world signal that confirms whether the motor is actually running.
It usually comes from:
- Contactor auxiliary contacts
- Variable Frequency Drive (VFD) run status
- Overload relay auxiliary contacts
👉 In simple terms:
Motor Feedback = What is actually happening
Why This Difference Matters
Relying only on the command signal can create dangerous situations.
Example:
- PLC sends a run command
- Contactor fails or overload trips
- Motor does NOT run
Without feedback, the PLC would still assume the motor is running.
Command ≠ Reality
Basic Ladder Logic Structure
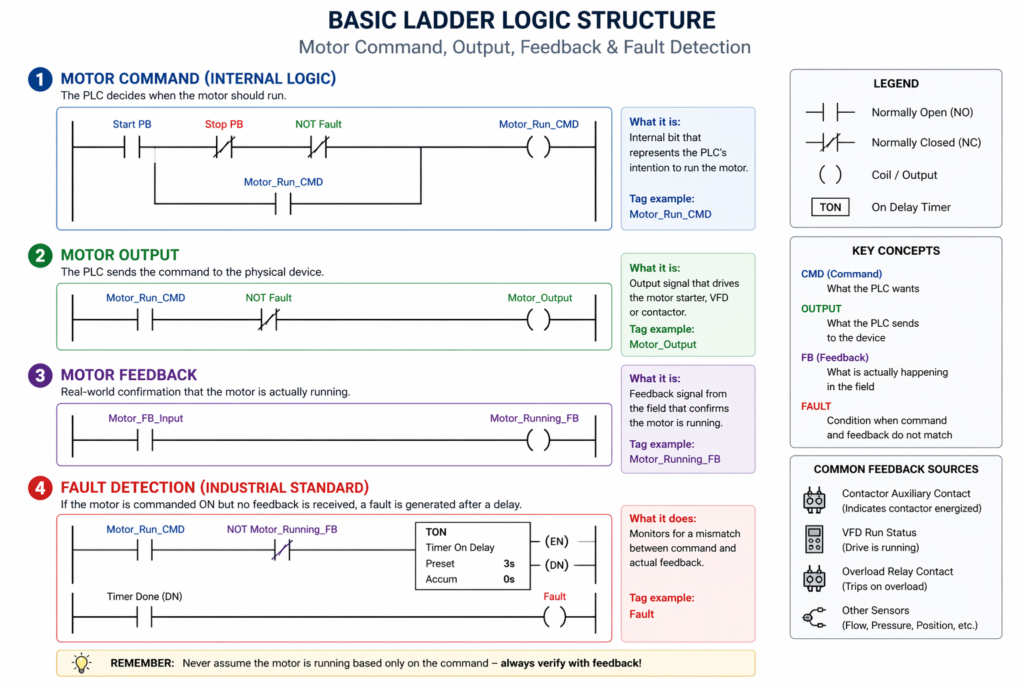
This logic ensures:
- The PLC commands the motor
- The system verifies real operation
- A fault is triggered if reality does not match the command
Standards Alignment (IEC & Rockwell Perspective)
While you may not find the exact terms “Motor_Run_CMD” and “Motor_Running_FB” explicitly defined in standards, the concept behind them is strongly supported by both IEC standards and Rockwell Automation practices.
IEC Standards
- IEC 61131-3 (PLC Programming)
Promotes structured programming and clear separation between:- Inputs (field signals)
- Internal variables (logic)
- Outputs (actuators)
- IEC 60204-1 (Machine Safety)
Requires monitoring and verification of machine states, meaning:Systems should confirm that commanded actions actually occur - IEC 61508 (Functional Safety)
Emphasizes diagnostics and fault detection:Command ON + No Feedback → Fault
Rockwell Automation (Allen-Bradley)
Rockwell systems (Studio 5000, PlantPAx, VFD integration) consistently apply this design pattern:
Run Command→ what the PLC requestsOutput→ what is sent to the deviceFeedback→ what the device confirms
👉 The controller is expected to:
Validate commands using real-world feedback signals
Common Mistakes
❌ Using Command for Sequencing
Motor_Run_CMD → Start Next Motor
✅ Correct Approach
Motor_Running_FB → Start Next Motor
Always base process decisions on actual system behavior, not assumptions.
Best Practices
- Separate Command, Output, and Feedback
- Never assume a motor is running without feedback
- Use timers to validate startup conditions
- Interlock outputs with fault conditions
- Use feedback for sequencing and dependencies
Final Thoughts
Understanding the difference between Motor Running and Motor Feedback is fundamental to building reliable industrial control systems.
The key principle is simple:
Never trust what you command — always verify with feedback.
Thanks for reading. More real-world automation insights coming soon.